

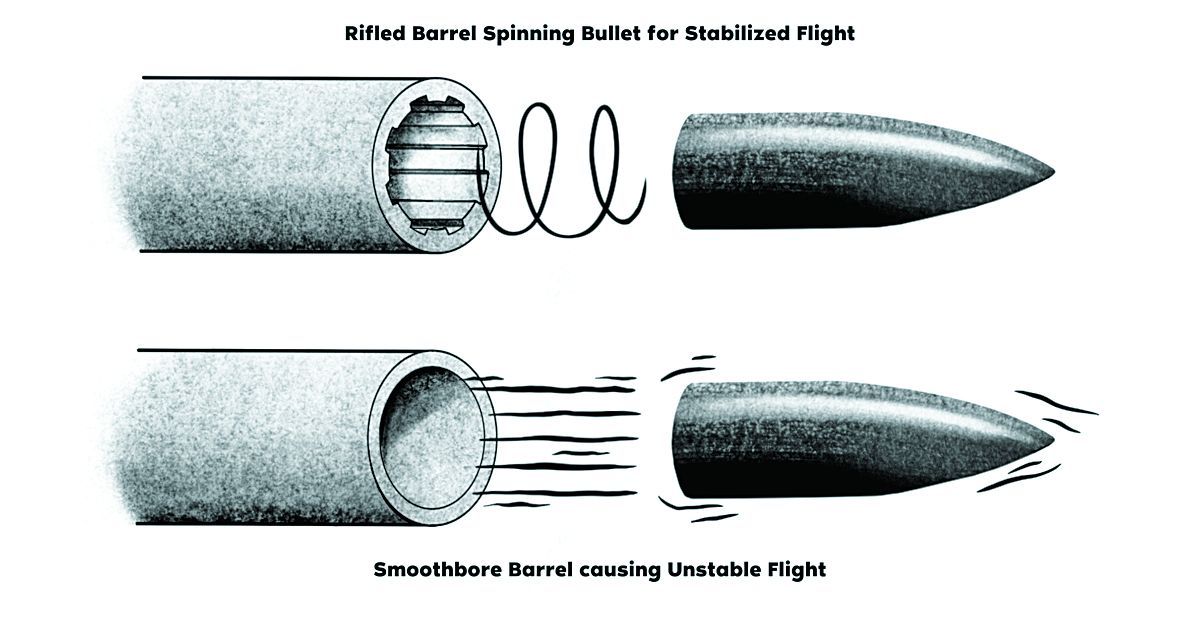
Como todos sabemos, los cañones en las armas de fuego y las armas neumáticas constituyen una de las partes más importantes, ya que es la pieza que se encarga específicamente de dirigir al proyectil de manera regular y pareja hasta su salida definitiva, donde se inicia el vuelo libre a través de la atmósfera en dirección al blanco.
No obstante, la mayoría de los tiradores y aficionados a las armas no tienen demasiado claro cuáles son los métodos de construcción de los cañones, es decir, qué técnicas, herramientas, tratamientos térmicos y superficiales se le practican a fin de optimizar su rendimiento.
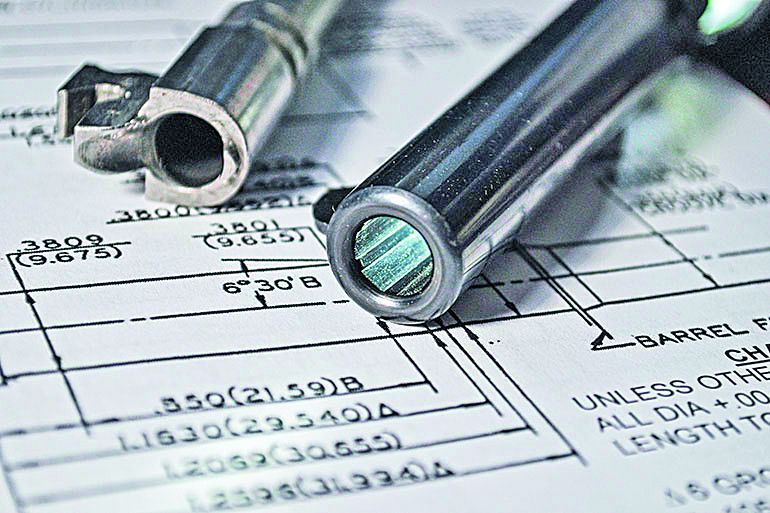
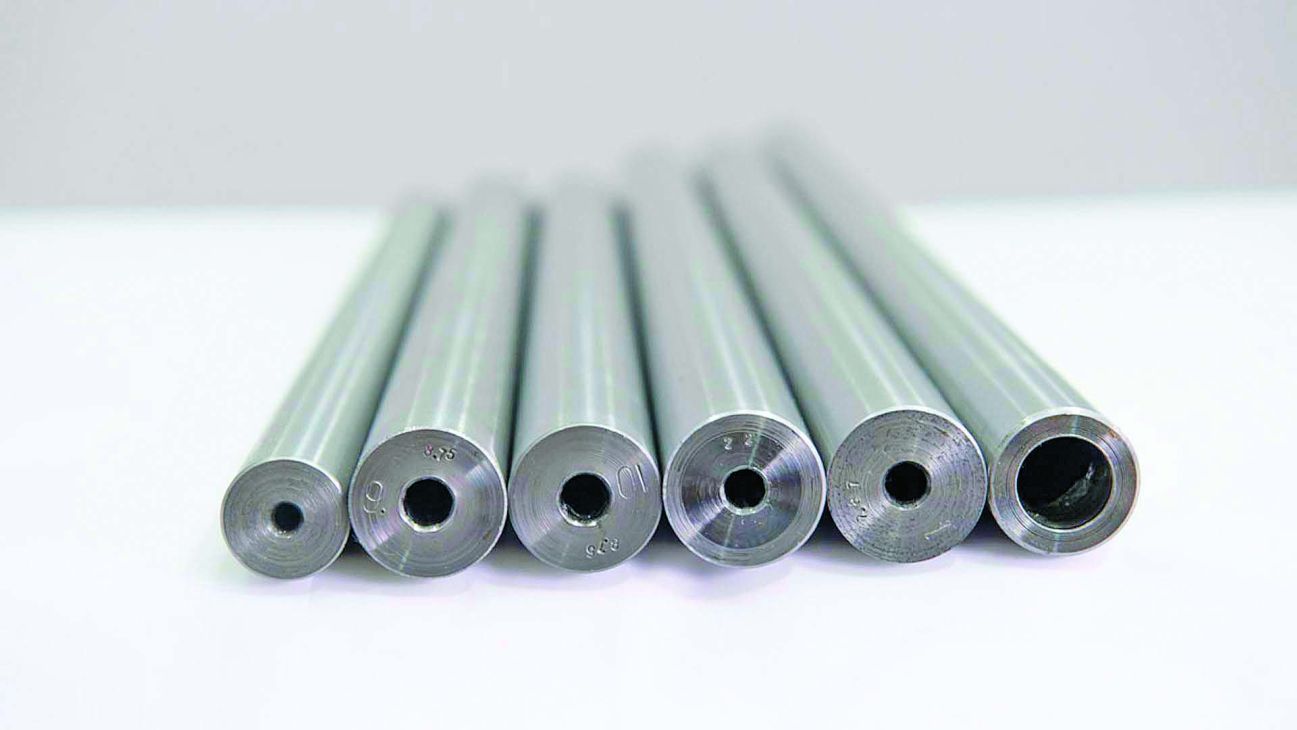
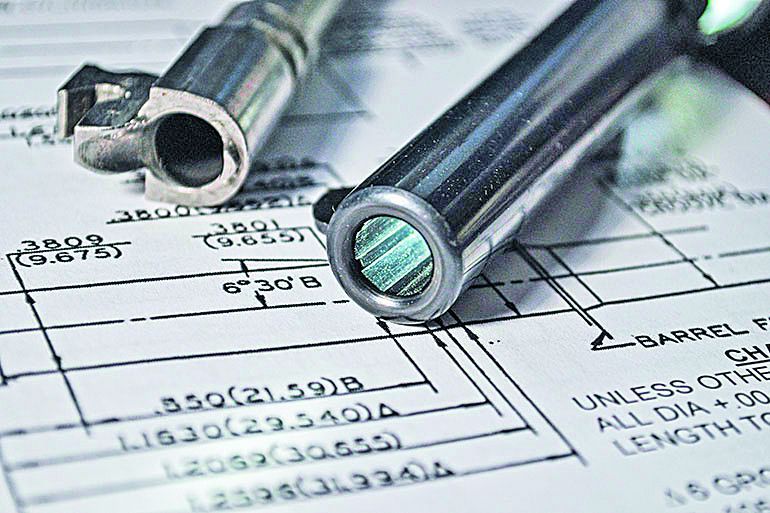
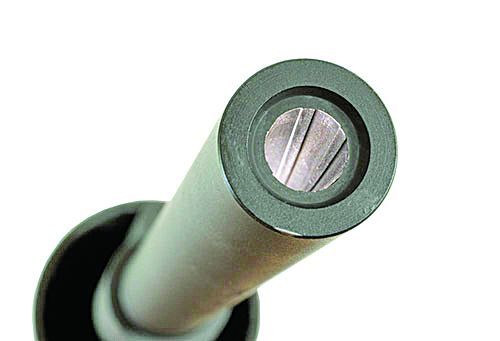
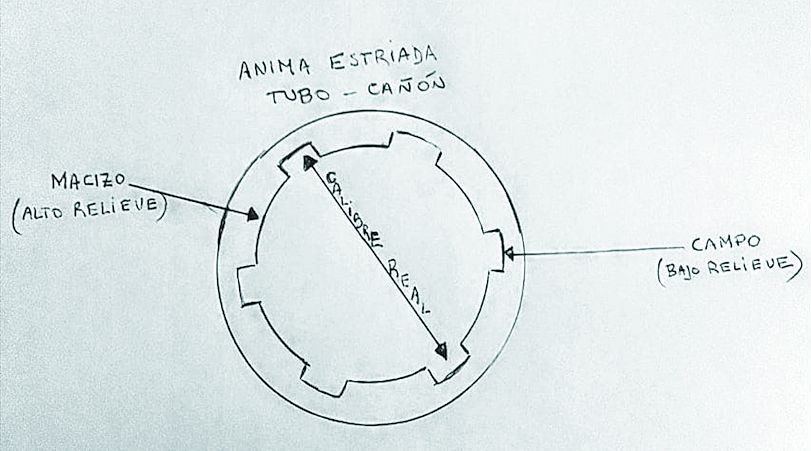
En este sentido, es importante mencionar que el cañón es en realidad un tubo de acero agujereado, al que se le realiza interiormente la confección del estriado o rayado, a partir de tres métodos básicos denominados: martelado en frío, por desbaste y por extrusión.


En primer lugar y haciendo mención al método más común, tenemos el desbaste de material, donde para este fin se utiliza una herramienta de corte muy afilada, denominada broca, la cual a medida que se desplaza por el interior del tubo va arrancando o cortando material de un extremo al otro. Es importante aclarar que, por tratarse de una herramienta de corte, ésta debe estar bien afilada y con las medidas correctas, de lo contrario el estriado se verá afectado por imperfecciones y hará que el proyectil sea errático en su trayectoria. De todas formas, lo correcto es pulir el interior del ánima hasta dejarla similar a un espejo, mediante un procedimiento que se denomina bruñido.

Benelli Argo E: con sabor europeo
Extrusión y martelado de los cañones
Los otros dos métodos de fabricación mencionados son menos conocidos, pero de mejor calidad de terminación que el anterior. El primero, la extrusión, se denomina así porque se pasa de un lado al otro a través del interior del tubo una matriz de tipo bolilla con el dibujo negativo de las estrías a presión, lo cual genera una expansión interna por el movimiento continuo, donde se ejerce mucha fuerza y se emplea para ello un sistema de empuje hidráulico. Por otro lado, este método al usar aceite como lubricante de la bolilla, es más prolijo y genera menos imperfecciones a su paso respecto al anterior, donde se arranca el metal por corte.

Los secretos del cañón de la escopeta

Por último, tenemos el método de martelado en frío, que se considera el más eficaz y prolijo, debido a que no existe arrastre de material o expansión por movimiento continuo, sino que se trata de introducir una matriz, llamada peregrino (de diámetro ligeramente menor), dentro del agujero del tubo-cañón, para luego a continuación emplear martillos semicirculares que efectúan golpes continuos y coordinados con gran presión, desde el exterior de la pared hacia el interior, obligando así a que se copie de manera limpia y pareja el rayado, por no existir movimiento longitudinal.
No obstante, sea cual sea el método utilizado, se debe practicar en la boca del cañón lo que se denomina en ingles crown o corona, que significa realizar un biselado milimétrico en todo el diámetro de la porción final del ánima, con la intención de emparejar el rayado, y así poder obtener un correcto centrado y un homogéneo vuelo del proyectil, además de facilitar la expansión de los gases de manera cónica, tal cual sucede con la tobera de un cohete.
Cuándo se templan los cañones
Es importante aclarar que en principio los cañones son trabajados sin efectuarles tratamiento térmico alguno, para facilitar así la operación de maquinado y no perjudicar las herramientas utilizadas. Pero una vez realizadas las operaciones antes descriptas, generalmente dichos cañones de acero son sometidos a tratamientos térmicos, para aumentar la dureza y a la vez su elasticidad, lo cual se traduce en mayor resistencia a la tracción y a la fatiga.

El principal tratamiento térmico que se practica en todo el tubo cañón (ánima y recámara) es el templado, que consta en someter al metal a una gran temperatura –denominada crítica–, para luego inmediatamente enfriarlo de manera controlada utilizando aceite, lo que resulta en una extrema dureza. Acto seguido, para aliviar tensiones moleculares y evitar que el acero se quiebre o se fisure con relativa facilidad, se lo somete a un segundo tratamiento térmico denominado revenido, practicado en un horno a una temperatura que puede variar entre los 190 y 230 °C, según la ductilidad deseada.
Como comentario final, podemos observar que estos y otros tratamientos térmicos, tratamientos superficiales y las aleaciones del acero pueden variar, respecto existan dos o más elementos químicos, como también el porcentaje de cada uno, y esto debe ser así si tomamos en cuenta el tipo de arma y uso específico para lo cual fue diseñada, es decir que no es lo mismo el cañón de un revolver o una pistola, si lo comparamos con el de un fusil de asalto o una ametralladora donde debido al uso continuo y eventual de disparar en automático (ráfaga), provocaría un recalentamiento del acero fuera de lo normal que puede llegar en algunos casos hasta los 400 o 500 °C de temperatura. Como dato curioso, antiguamente algunas fábricas de armas para agregarle la dureza superficial al ánima, la cubrían con una fina capa de cromo duro, como fue el caso de Fabricaciones Militares, países de la ex Unión Soviética, satélites (comunistas) o no alineados y otros.
Galería de imágenes


























Comentarios